
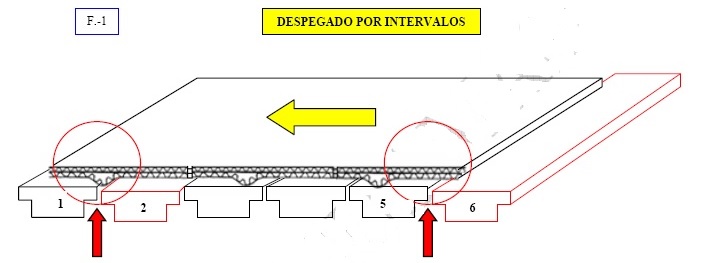
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
Papel estucado propiedades La aplicación de estuco sobre el papel soporte, no es de fibra y esta compuesto fundamentalmente de una materia de…

¿Por qué se genera el post- abarquillado? Cada tipo de papel se acondiciona, se equilibra y se estabiliza a una determinada humedad El post – abarquillado se hace más agresivo…
12. Deformación (Pandeo) El pandeo se presenta por diferencias del nivel de humedad de los papeles liner, exterior e inferior de la plancha de cartón, exceso de tensión de los…
Durante el uso de la línea de producción de cartón corrugado se pueden presentar algunos problemas, los cuales pueden estar relacionados con el papel, el tipo de adhesivo, los equipos…
Pruebas y estudios realizados en diferentes grupos de ondular, demuestran que la cola en los cuerpos de ondular no esta CORRECTAMENTE bien aplicada sobre el vértice de la cresta. La…
Durante los dias 11, 12 y 13 de Agosto de 2011 realizé un Seminario de Capitación en las instalaciones de la empresa Exincor S.R.L. de la localidad de Rio Blanco…
Informe desarrollado por el Ing. Raimond Rius Plancha con falla La línea de abajo es el hendido de la plancha y la de arriba es la rotura. Evidentemente la rotura…
Temperatura Es necesario que se tome en consideración esta variable ya que las tintas contienen un alcalinizante que controla el pH y su eliminación se debe lograr para que la…
Aminorar los costos de producción en lo que se refiere a ahorro de desperdicios, agua y energía, sin duda es una tarea que debe tener en mente todo empresario del…
