
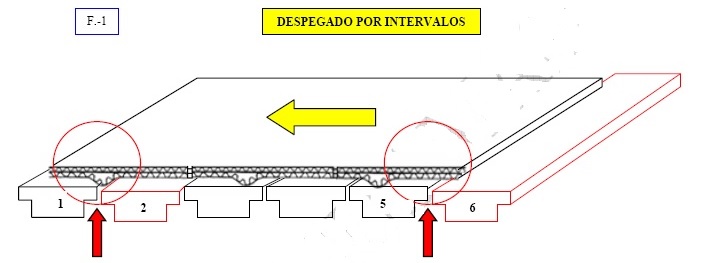
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…

En este estudio de abarquillado hemos valorado y evaluado los parámetros que intervienen en el proceso de abarquillado (temperatura, humedad %, encogimiento, acondicionamiento). Tras muchos ensayos y seguimientos, hemos llegado…
Continuamos recordando la necesidad de trabajar con menos temperatura en las primeras placas de la primera seccion calefactora, para minimizar el choque termico que sufre el papel de alta densidad.…
12. Deformación (Pandeo) El pandeo se presenta por diferencias del nivel de humedad de los papeles liner, exterior e inferior de la plancha de cartón, exceso de tensión de los…
Introducción Información: En el Mercado Español hay varias copas para medir la *viscosidad del almidón. Los valores de viscosidad van desde los 11 hasta los 160 seg. según tipos de…
SOLUCIÓN DE PROBLEMAS Y CONSEJOS ÚTILES- El aplicador de adhesivo de una corrugadora debe mantenerse dentro de las tolerancias determinadas para realizar correctamente su función durante el proceso de corrugación.…
