
Introduccion : La tendencia del sector es a reducir gramajes cada vez menores, lo que nos obliga a adaptarnos a trabajar con estos papeles. Lo que antes era solo un…
Introduccion : La tendencia del sector es a reducir gramajes cada vez menores, lo que nos obliga a adaptarnos a trabajar con estos papeles. Lo que antes era solo un…
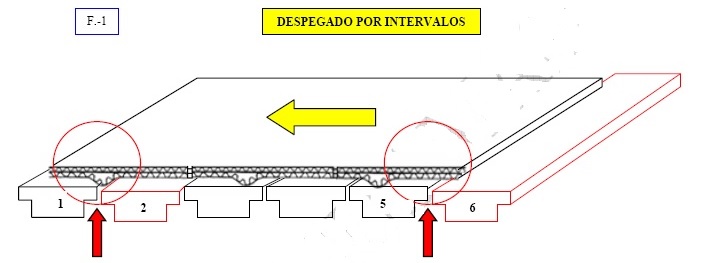
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
PREÁMBULO El Nido de Abeja es un fenómeno físico de deformación del papel, por aumento de sus dimensiones debido a la absorción de agua por un exceso de cola. Aparece…
Papel estucado propiedades La aplicación de estuco sobre el papel soporte, no es de fibra y esta compuesto fundamentalmente de una materia de…
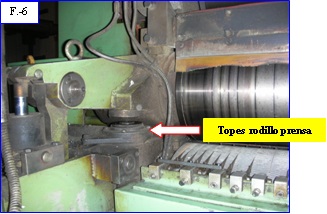
Incidencia: Falta de ajuste del rodillo prensa en grupo de ondular GO-14 (Agnati) con papeles de bajo gramaje, al iniciar el arranque después de una parada prolongada y a velocidad…

En este estudio de abarquillado hemos valorado y evaluado los parámetros que intervienen en el proceso de abarquillado (temperatura, humedad %, encogimiento, acondicionamiento). Tras muchos ensayos y seguimientos, hemos llegado…
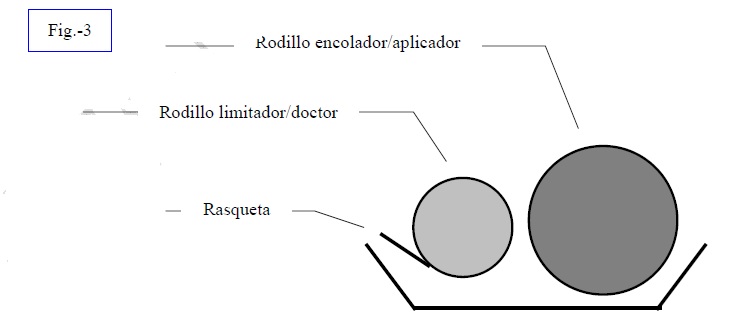
Cada vez se hace más necesaria la inspección de los rodillos encoladores tramados y por supuesto saber en que condiciones los tenemos, en desgaste y en suciedad. De no llevar…
12. Deformación (Pandeo) El pandeo se presenta por diferencias del nivel de humedad de los papeles liner, exterior e inferior de la plancha de cartón, exceso de tensión de los…
Durante el uso de la línea de producción de cartón corrugado se pueden presentar algunos problemas, los cuales pueden estar relacionados con el papel, el tipo de adhesivo, los equipos…
Llegar a su destino de una manera estética, económica y ecológica, forma parte fundamental de todo embalaje de cartón ondulado. No es para menos, lo que se busca ante todo…
