
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
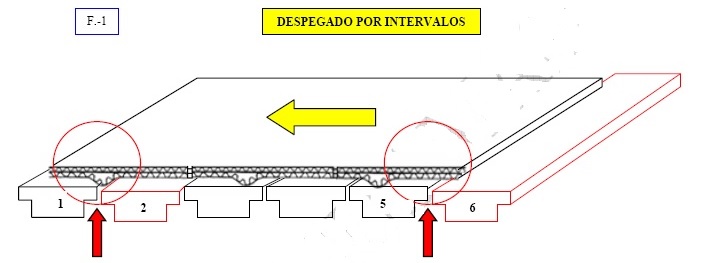
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
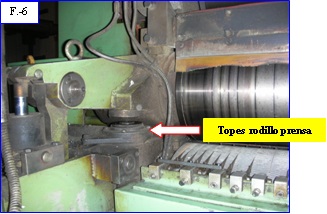
Incidencia: Falta de ajuste del rodillo prensa en grupo de ondular GO-14 (Agnati) con papeles de bajo gramaje, al iniciar el arranque después de una parada prolongada y a velocidad…
Continuamos recordando la necesidad de trabajar con menos temperatura en las primeras placas de la primera seccion calefactora, para minimizar el choque termico que sufre el papel de alta densidad.…
Cuantas veces no hemos comprado un ostentoso juguete a un niño como regalo de alguna celebración importante, y luego el niño termina jugando con la caja de cartón donde vino…
Cuentan los historiadores que el americano Albert Jones, se inspiró en un accesorio para la vestimenta, muy a la moda de entonces, para introducir una mejora sustancial en el…
Sistemas de vapor y condensado ( 2 parte) La alimentación de vapor Las corrugadoras requieren una presión primaria de vapor desde 7 bar para las máquinas de estilo antiguo, hasta…
Deseo agradecer al Sr. Raimon Rius, un experto en todo lo concerniente a la fabricación de envases de cartón corrugado, que siempre con su desinteresada gentileza me envio este material…
Esta es una fotografía (F.-1) que debemos tener siempre presente, particularmente en papeles “pintados”. Las burbujas de vapor salen tan rápidamente que eladhesivo no tiene tiempo a gelatinizar, sino que…
Introducción Información: En el Mercado Español hay varias copas para medir la *viscosidad del almidón. Los valores de viscosidad van desde los 11 hasta los 160 seg. según tipos de…
La barra de tensión control neumático “Eridan” ETC-2 (F.-1) sobre el papel y simple cara, corrige las bandas desiguales y no uniformes del papel (F.-2 y F.-3). Objetivos: 1. Reducción…
