
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
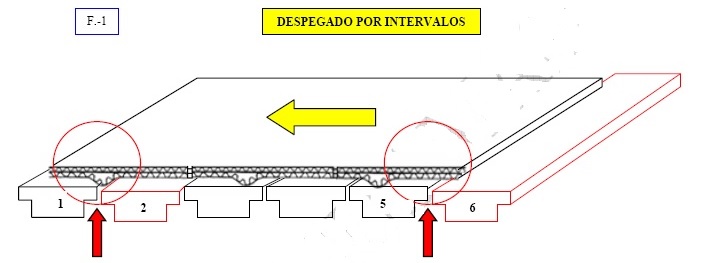
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
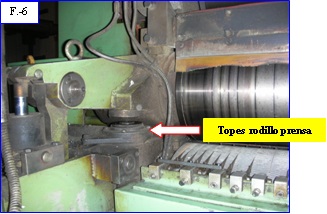
Incidencia: Falta de ajuste del rodillo prensa en grupo de ondular GO-14 (Agnati) con papeles de bajo gramaje, al iniciar el arranque después de una parada prolongada y a velocidad…
Herramienta fundamental en la calidad y consistencia de la impresión Desde el punto de vista del comprador de impresión, hay dos requisitos que generalmente el impresor tiene que cumplir para…
Pregunta: ¿Cómo comprobar el desgaste de los rodamientos? Respuesta: Use el mismo indicador del control anterior, apoyado en el extremos del cilindro, sobre la parte superior, y trate de levantar…
SOLUCIÓN DE PROBLEMAS Y CONSEJOS ÚTILES- El aplicador de adhesivo de una corrugadora debe mantenerse dentro de las tolerancias determinadas para realizar correctamente su función durante el proceso de corrugación.…
El desarrollo de nuevas tecnologías en los rodillos corrugadores va de la mano con incrementos en las velocidades de las máquinas; producir a mayor velocidad con eficacia y eficiencia es…
El desempeño del rodillo anilox se refleja en la calidad de sus impresiones. Conozca cómo aumentar su productividad a través de un adecuado mantenimiento preventivo El ahorro es un mandamiento…
MANTENIMIENTO PREVENTIVO, LIMPIEZA INTERNA Y SEGURIDAD 1. QUE PASA? Le pregunte a personas de diferentes empresas que es lo que causa problemas en sus plantas. Ellos contestaron los siguiente, que…
MANTENIMIENTO 1. Que es lo que esta mal con mi planta No teníamos: A. Un sistema de mantenimiento formal? B. Un sistema de mediciones efectiva? C. Información concreta. No guiamos…
