
Introduccion : La tendencia del sector es a reducir gramajes cada vez menores, lo que nos obliga a adaptarnos a trabajar con estos papeles. Lo que antes era solo un…
Introduccion : La tendencia del sector es a reducir gramajes cada vez menores, lo que nos obliga a adaptarnos a trabajar con estos papeles. Lo que antes era solo un…
Estimado Daniel. Gracias por darme la oportunidad de colaborar en esta página. El tema que me gustaría abordar es el de las odiadas arrugas. Llevo trabajando en la industria del…
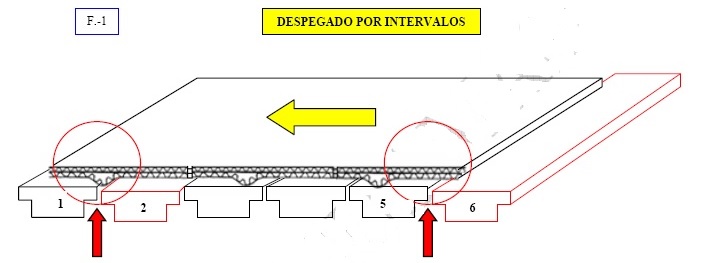
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
PREÁMBULO El Nido de Abeja es un fenómeno físico de deformación del papel, por aumento de sus dimensiones debido a la absorción de agua por un exceso de cola. Aparece…
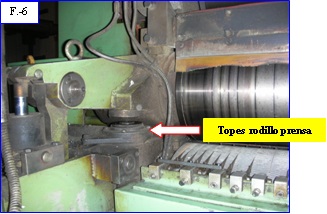
Incidencia: Falta de ajuste del rodillo prensa en grupo de ondular GO-14 (Agnati) con papeles de bajo gramaje, al iniciar el arranque después de una parada prolongada y a velocidad…

¿Por qué se genera el post- abarquillado? Cada tipo de papel se acondiciona, se equilibra y se estabiliza a una determinada humedad El post – abarquillado se hace más agresivo…
En este estudio de abarquillado hemos valorado y evaluado los parámetros que intervienen en el proceso de abarquillado (temperatura, humedad %, encogimiento, acondicionamiento). Tras muchos ensayos y seguimientos, hemos llegado…
Continuamos recordando la necesidad de trabajar con menos temperatura en las primeras placas de la primera seccion calefactora, para minimizar el choque termico que sufre el papel de alta densidad.…
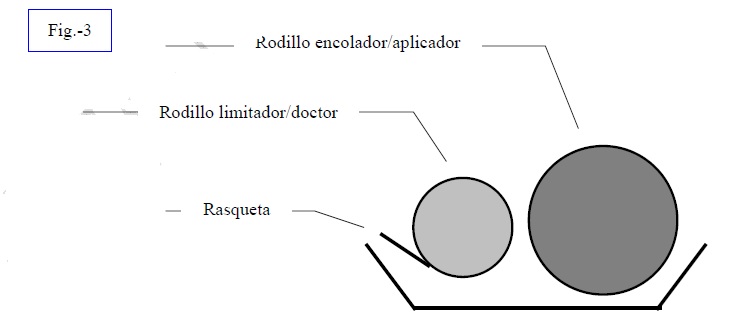
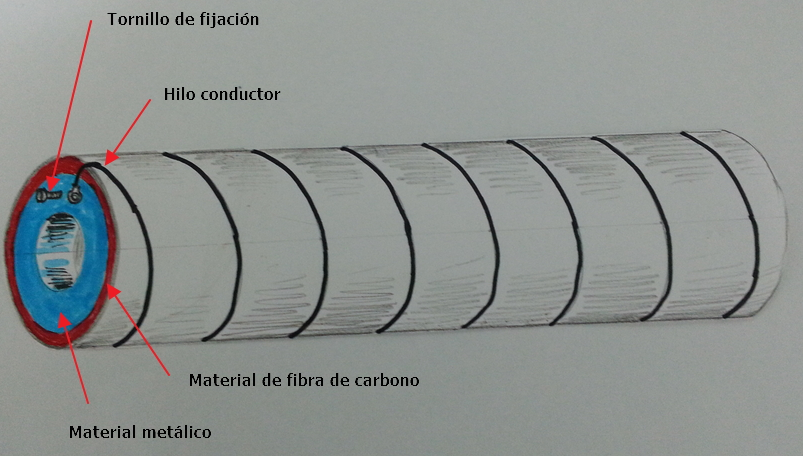
Cada vez se hace más necesaria la inspección de los rodillos encoladores tramados y por supuesto saber en que condiciones los tenemos, en desgaste y en suciedad. De no llevar…
Esta es una fotografía (F.-1) que debemos tener siempre presente, particularmente en papeles “pintados”. Las burbujas de vapor salen tan rápidamente que eladhesivo no tiene tiempo a gelatinizar, sino que…
