
Incidencia: Falta de ajuste del rodillo prensa en grupo de ondular GO-14 (Agnati) con papeles de bajo gramaje, al iniciar el arranque después de una parada prolongada y a velocidad…
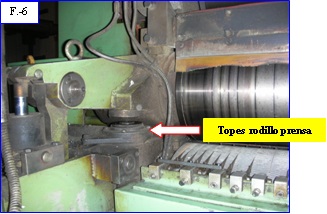
Incidencia: Falta de ajuste del rodillo prensa en grupo de ondular GO-14 (Agnati) con papeles de bajo gramaje, al iniciar el arranque después de una parada prolongada y a velocidad…

¿Por qué se genera el post- abarquillado? Cada tipo de papel se acondiciona, se equilibra y se estabiliza a una determinada humedad El post – abarquillado se hace más agresivo…
En este estudio de abarquillado hemos valorado y evaluado los parámetros que intervienen en el proceso de abarquillado (temperatura, humedad %, encogimiento, acondicionamiento). Tras muchos ensayos y seguimientos, hemos llegado…
La familia de productores de envases de cartón corrugado tiene un nuevo integrante Durante el mes de Enero del 2014, un grupo empresario de la localidad de Dos Quebradas, en…
Continuamos recordando la necesidad de trabajar con menos temperatura en las primeras placas de la primera seccion calefactora, para minimizar el choque termico que sufre el papel de alta densidad.…
Cuantas veces no hemos comprado un ostentoso juguete a un niño como regalo de alguna celebración importante, y luego el niño termina jugando con la caja de cartón donde vino…
Cada vez se hace más necesaria la inspección de los rodillos encoladores tramados y por supuesto saber en que condiciones los tenemos, en desgaste y en suciedad. De no llevar…
Cuentan los historiadores que el americano Albert Jones, se inspiró en un accesorio para la vestimenta, muy a la moda de entonces, para introducir una mejora sustancial en el…
Especificaciones A.-Especificaciones de rodillos acanalados «E » nuevos Grupo de ondular Modelo BHS MF-Prensa con cartuchos intercambiables canal E y B. Ancho nominal 2500 mm. Rodillos tratamiento superficial Tungsteno…
