
Introduccion : La tendencia del sector es a reducir gramajes cada vez menores, lo que nos obliga a adaptarnos a trabajar con estos papeles. Lo que antes era solo un…
Introduccion : La tendencia del sector es a reducir gramajes cada vez menores, lo que nos obliga a adaptarnos a trabajar con estos papeles. Lo que antes era solo un…
Estimado Daniel. Gracias por darme la oportunidad de colaborar en esta página. El tema que me gustaría abordar es el de las odiadas arrugas. Llevo trabajando en la industria del…
Consulta por el cliente: Adjunto un par de fotos (Fig.-1) sobre el problema que estoy teniendo con la onda “E”, he verificado los paralelismos y todos son correctos, hemos cambiado…
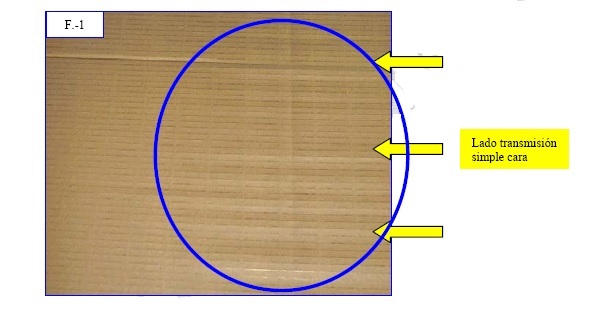
INCIDENCIA Apareció el problema casi de golpe en el grupo de simple cara GO-14 canal-3. En el lado transmisión se apreciaban unos fallos marcas intensas en el papel cubierta (F.-1).…
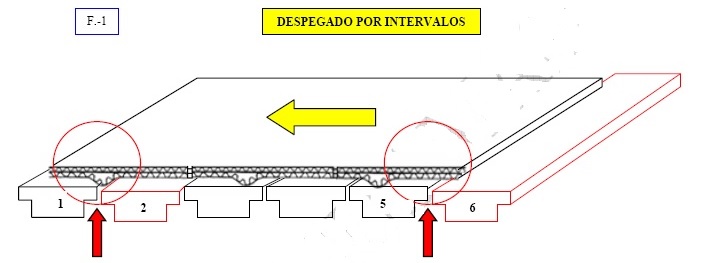
INCIDENCIA: La plancha de cartón al rozar en las placas calefactores y en la placa soporte final de mesa, el pegado queda debilitado y abierto por intervalos…
PREÁMBULO El Nido de Abeja es un fenómeno físico de deformación del papel, por aumento de sus dimensiones debido a la absorción de agua por un exceso de cola. Aparece…
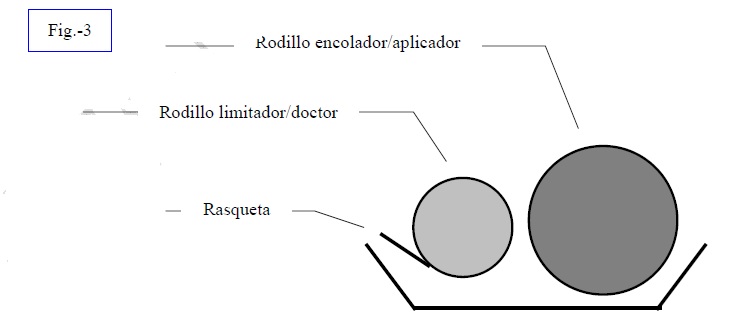
Papel estucado propiedades La aplicación de estuco sobre el papel soporte, no es de fibra y esta compuesto fundamentalmente de una materia de…
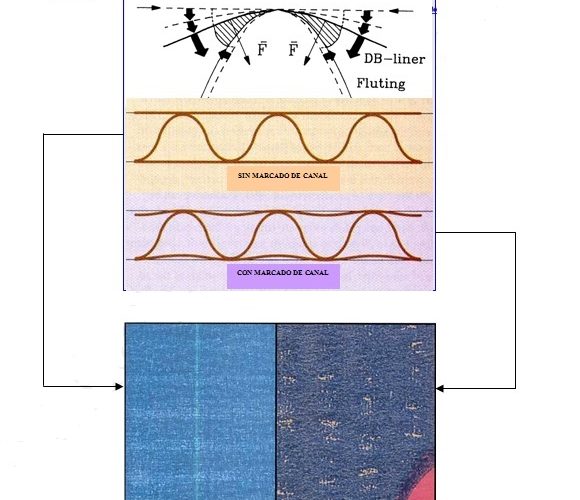
Un rápido vistazo a nuestras últimas recomendaciones técnicas de ondulado templado para obtener una mejor calidad de impresión sin marcado de canal.
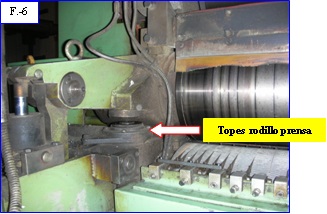
Incidencia: Falta de ajuste del rodillo prensa en grupo de ondular GO-14 (Agnati) con papeles de bajo gramaje, al iniciar el arranque después de una parada prolongada y a velocidad…

¿Por qué se genera el post- abarquillado? Cada tipo de papel se acondiciona, se equilibra y se estabiliza a una determinada humedad El post – abarquillado se hace más agresivo…
