
INCIDENCIA
Apareció el problema casi de golpe en el grupo de simple cara GO-14 canal-3.
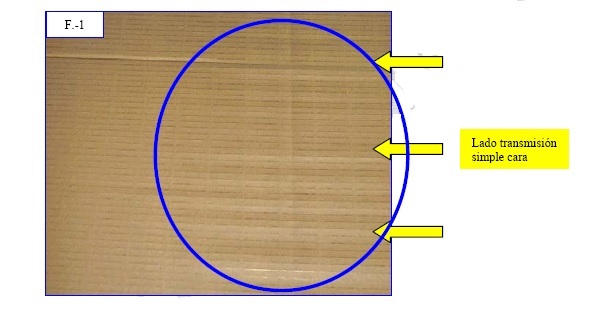
En el lado transmisión se apreciaban unos fallos marcas intensas en el papel cubierta (F.-1). Estos fallos
aparecían en velocidades superiores a 150 mpm. y desaparecían por debajo de los 100 mpm.
El problema se intensificaba con el ancho 2450 principalmente y se minimizaba con los anchos 2250 y
2050 saliendo de la zona de influencia de los bombeos. Se realizaron una serie de pruebas para detectar
el origen del problema.
VERIFICACIONES-ACCIONES
- Se verificó que llegaba correctamente grasa a los rodamientos de los rodillos acanalados y
prensa. - Se comprobó que el amperímetro trabajaba en los valores correctos: al mínimo de velocidad
10 A, y a 100 mpm. a 90/95 A. En caso de que el consumo de los motores hubiera sido
excesivo nos hubiera dado indicaciones de que algún rodamiento podría estar gripado. - Se revisó que los topes del rodillo prensa girasen correctamente y no se quedaran
agarrotados. - Se comprobó el color y aspecto exterior de los rodillos.
- Se observó que la humectación salía por igual en todo el ancho de la tabla.
- Se comprobó que la presión mínima de la cámara fuera de 600-700 mm. de H2O.
- Se colocaron unos manómetros en la toma de aire de las membranas, para comprobar que
llegaba correctamente la presión neumática sin fugas. - Se comprobó que la tuerca excéntrica (paralelismo) del rodillo acanalado inferior estuviera
fija. - Se verificó el paralelismo del rodillo acanalado superior con el rodillo encolador y el
paralelismo entre ambos rodillos acanalados, siendo correctos - Se midieron las temperaturas de las espirales. Los rodillos acanalados estaban más calientes
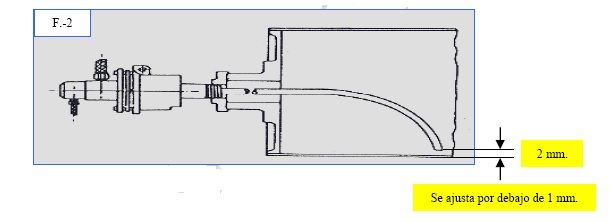
que el rodillo prensa con una diferencia de temperatura de más de 30-40 ºC. - Y por último se desmontaron las pipas de los rodillos acanalados y rodillo prensa. Nos
dimos cuenta que la pipa del rodillo prensa no estaba del todo curvado en su parte final. La
boquilla o sifón de aspiración de condensado estaba a 20 mm. (F.-2) bastante más por
encima de la altura correcta y por lo tanto no estaba evacuando adecuadamente el
condensado generado en el interior del rodillo prensa. Decidimos curvar un poco más el
extremo de la pipa y dejarlo por debajo de 1 mm. Al día siguiente al probar el 2450 el
problema desapareció totalmente. - Se probaron velocidades por encima de los 240 mpm. sin contratiempos.
CONCLUSIÓN
Dadas las pruebas realizadas y los resultados obtenidos dedujimos que los defectos que aparecían en la
cubierta del simple cara, eran fruto a una deformación térmica del rodillo prensa, al no evacuar
correctamente todo el condensado de su interior.
Raimond Rius
