

En este estudio de abarquillado hemos valorado y evaluado los parámetros que intervienen en el proceso de abarquillado (temperatura, humedad %, encogimiento, acondicionamiento).
Tras muchos ensayos y seguimientos, hemos llegado a una conclusión importante.
La Temperatura de los papeles cubierta, tanto interior como exterior no varía durante el proceso de abarquillado cuando existe una bajada de velocidad, o una parada de línea.
Recordemos, que durante un cambio de fase (de agua a vapor) la temperatura permanece constante. Nuestros datos confirman esta premisa.
¿Qué sucede entonces?
1.- Efectivamente, la temperatura durante este proceso no ha cambiado, sin embargo, lo que sí se ha modificado es el porcentaje de humedad de los papeles.
Cada tipo de papel se acondiciona, se equilibra y se estabiliza a una determinada humedad.
Hasta que la humedad de un papel no se equilibre con la humedad relativa ambiental, dicho papel no parará de moverse dimensionalmente (abarquillado hacia arriba ó abajo).
Cada papel actúa independientemente, se acondiciona independientemente.
2.- Otro factor fundamental es el tipo de papel.
Según como sea la orientación de fibras del papel, habrá más o menos encogimiento y/o abarquillado.
Un papel con mayor orientación de fibras, encoge más que uno que tenga una orientación normal o poco orientado.
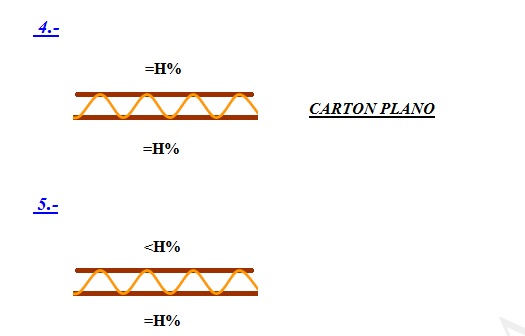
Según bibliografía, para que el cartón no se mueva dimensionalmente, en su fabricación, los papeles cubierta deben fabricarse a la misma humedad a la que luego se acondicionan.
Por ejemplo, un papel blanco se equilibra a una humedad más baja que un papel crudo. Según ensayos de laboratorio, la humedad de equilibrio de un blanco (dato medio KB/TB/BB) es del 6,5%, mientras de la de un crudo (dato medio KL/TL/Bico) es del 7,5 %. (Condiciones ambientales controladas 23 ºC / 50% HR).
Entonces, para que un papel blanco no se mueva dimensionalmente, debe fabricarse, en el momento del pegado (entre doble encoladora y mesa caliente) a una humedad del 6,5 %. De la misma manera, el papel crudo debería fabricarse al 7,5 %. (ambiente 23 ºC / 50 %HR. si las condiciones varían, la humedad de acondicionamiento también).
Casos:
Estudiamos los casos de más o menos humedad de fabricación con respecto a la de equilibrio, tanto en la cubierta superior-simple cara, como en la inferior, en el momento del pegado, entre doble encoladora y entrada a mesa caliente.
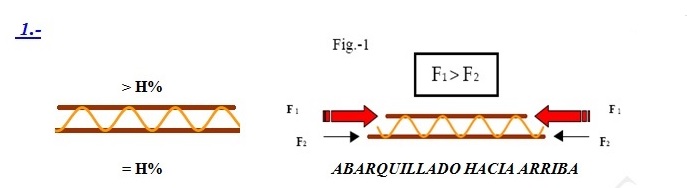
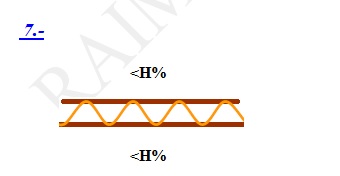
Cuando la plancha se abarquilla hacia arriba, quiere decir que la cubierta de la simple cara se ha encogido más que la cubierta exterior (figura.- 1, Encogimiento 1 > Encogimiento 2), o sea, porcentualmente, la cubierta de la simple cara ha perdido más agua que la cubierta exterior originando abarquillado hacia arriba.
La cubierta simple cara tenía más humedad que la de su equilibrio con el ambiente.
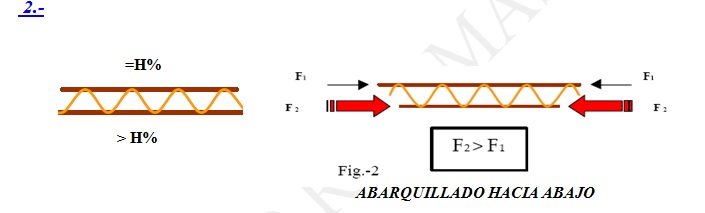
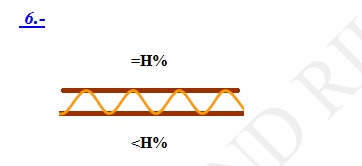
Cuando la plancha se abarquilla hacia abajo, quiere decir que cubierta exterior se ha encogido más que la cubierta – simple cara (figura.- 2, Encogimiento 2 > Encogimiento 1), o sea, porcentualmente, la cubierta exterior ha perdido más agua que la cubierta simple cara originando abarquillado hacia abajo.
La cubierta exterior tenía más humedad que la de su equilibrio con el ambiente.
La cubierta exterior seguirá “moviéndose” hasta que su humedad se equilibre con la humedad ambiental. En ese momento, el papel se estabilizará.Es necesario aplicar el calor adecuado al papel exterior y quitar el calor necesario en la simple cara garantizando siempre un pegado correcto.
El resultado final de la plancha dependerá de que papel pierda más agua hasta llegar a su humedad de equilibrio ambiental. Si pierde más agua el superior, el abarquillado será para arriba. Si es el inferior el que pierde más agua, el abarquillado será para abajo.
El papel inferior no se moverá, ya que ha alcanzado la humedad de equilibrio. La cubierta superior tenderá a coger humedad para equilibrarse. Se expandirá, con lo cual obtendremos un
ABARQUILLADO HACIA ABAJO.
El papel superior no se moverá, ya que ha alcanzado la humedad de equilibrio. La cubierta inferior
tenderá a coger humedad para equilibrarse. Se expandirá, con lo cual obtendremos un
ABARQUILLADO HACIA ARRIBA.
El resultado final de la plancha dependerá de que papel absorba más agua hasta llegar a su humedad de
equilibrio ambiental. Si coge más agua el superior, el abarquillado será para abajo. Si es el inferior él
que coge más agua, el abarquillado será para arriba.
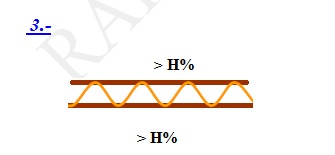
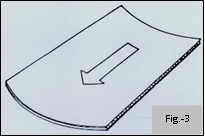
¿Por qué SIEMPRE se abarquilla el cartón hacia arriba cuando recibe más calor el papel cubierta exterior al bajar la velocidad de la mesa Figura.-3?
De nuevo, es un desequilibrio de humedades.
 El bloque simple cara, con los papeles y las líneas de cola, lleva
El bloque simple cara, con los papeles y las líneas de cola, lleva
porcentualmente más humedad que el papel exterior.
Cuando en una parada o bajada de velocidad el cartón recibe un exceso de calor en la mesa caliente, pierde humedad y se encogerá más la zona que lleve más humedad inicialmente, o sea, se abarquillará hacia arriba
Por otra parte, ante dicha bajada de velocidad, al secarse más el papel de abajo, éste al acondicionarse cogerá más humedad y por tanto se dilatará.
Continuara con la segunda parte
Raimond Rius rrius.ondulados@hotmail.com

¿Existe una formula para calcular en ECT, para doble corrugado?
Estimado Arturo,
Yo personalmente no conozco una formaula de ECT para doble corrugado
ok, muchas gracias por tu comentario